Z3050/16摇臂钻精加工某制动盘。Z
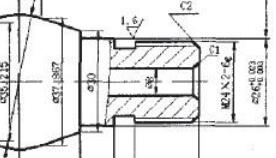
3050/16摇臂钻精加工图所示基准A面及上下制动面,要满足Z
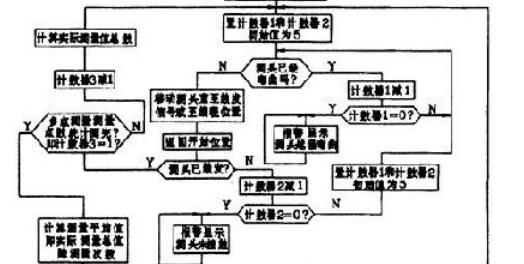
3050/16摇臂钻要求三个平面必须一次装夹在同一工序内完成Z3050/16摇臂钻加工,并且要采用图所示
Z3050/16摇臂钻专用刀夹和卡爪,同时Z3050/16摇臂钻精车上下制动面。这样加工并不完全是提高Z3050/16摇臂钻出厂价格和Z3050/16摇臂钻加工效率,更主要的是为了满足Z3050/16摇臂钻“两制动面一周厚度变化不大于0.01mm”的质量要求。虽然Z3050/16摇臂钻厂家可以采用两把刀具通过程序控制分别加工。上Z3050/16摇臂钻下制动面受Z3050/16摇臂钻主轴的摆差、Z3050/16摇臂钻加工变形等因素的影响,很难满足上述要求,只能采用“同时”加工,将Z3050/16摇臂钻系统的误差“同时”反映在Z3050/16摇臂钻上下制动面上才能满足Z3050/16摇臂钻的质量要求会提高Z3050/16摇臂钻出厂价格。Z3050/16摇臂钻加工完毕后不能直接退刀,否则,将在制动面上留下退刀痕迹从而影响Z3050/16摇臂钻出厂价格。因此,Z3050/16摇臂钻厂家下面一把刀必须具备向下“让刀”动作,然后Z3050/16摇臂钻程序控制刀塔上移,使Z3050/16摇臂钻刀具“让刀”后两把刀一起快退,最后,下面一把刀必须向上“复位”,以保证上下制动面尺寸。这样,Z3050/16摇臂钻厂家要配备专用“液压双面刀架”会提高
Z3050/16摇臂钻出厂价格。
尽管Z3050/16摇臂钻加工精度高、加工灵活,在进行Z3050/16摇臂钻工艺设计时仍要根据Z3050/16摇臂钻特点仔细分析,没有正确的Z3050/16摇臂钻工艺设计,再先进的设备也发挥不了它的价值。Z3050/16摇臂钻采用工装设计会提高Z3050/16摇臂钻出厂价格。Z3050/16摇臂钻的主要装夹工具是卡盘,设计使用时应重点考虑卡盘的定心精度,避免Z3050/16摇臂钻工件夹紧变形和抬起现象。