沈阳中捷一机50
摇臂钻零件加工中的换刀方法。设置50
摇臂钻换刀点。
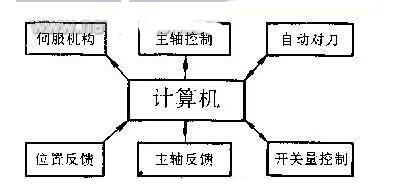
50摇臂钻的刀盘结构有两种,一是50摇臂钻刀架前置,其结构同普通车床相似,50摇臂钻多采用这种结构;另一种是刀盘后置,这种结构是50摇臂钻常采用的。50摇臂钻换刀点是一个固定的点,它不随工件坐标系的位置改变而发生位置变化。
沈阳中捷一机50摇臂钻换刀点最安全的位置是换刀时刀架或刀盘上的任何50摇臂钻刀具不与50摇臂钻工件发生碰撞的位置,如50摇臂钻工件在第三象限,刀盘上所有刀具在第一象限。换句话说换刀点轴向位置由50摇臂钻轴向最长的刀具(如50摇臂钻内孔镗刀、钻头等)确定,换刀点径向位置(X轴)由径向最长刀具(如50摇臂钻外圆刀、切刀等)决定。这种设置换刀点方式的优点是安全、简便,在50摇臂钻单件及小批量生产中经常采用;缺点是增加了50摇臂钻刀具到零件加工表面的运动距离,降低了50摇臂钻价钱、50摇臂钻加工效率,50摇臂钻磨损也加大,大批量生产时往往不采用这种设置换刀点的方式。沈阳中捷一机50摇臂钻价钱与摇臂钻跟随式换刀有关。沈阳中捷一机50摇臂钻在批量生产时,为缩短空走刀路线,提高沈阳中捷一机50摇臂钻价钱和50摇臂钻加工效率,在某些情况下可以不设置固定的换刀点,每把刀有其各自不同的换刀位置。这里应遵循的原则是:第一,确保50摇臂钻换刀时刀具不与工件发生碰撞;第二,力求最短的换刀路线,即采用所谓的50摇臂钻“跟随式换刀”会提高沈阳中捷一机50摇臂钻价钱。
沈阳中捷一机50摇臂钻价钱与摇臂钻跟随式换刀有关。沈阳中捷一机50摇臂钻跟随式换刀不使用50摇臂钻数控系统提供的回换刀点的指令,而使用G00快速定位指令。这种换刀方式的优点是能够最大限度地缩短50摇臂钻换刀路线,但每一把刀具的换刀位置要经过仔细计算,以确保50摇臂钻换刀时刀具不与50摇臂钻工件碰撞就不会影响50摇臂钻价钱。50摇臂钻跟随式换刀常应用于被加工工件有一定批量、使用刀具数量较多、刀具类型多、径向及轴向尺寸相差较大时。